The purpose of the test is to determine the advantages of the more expensive internal jacket in shielded servo cables versus the less expensive fleece taping with fillers. In the case of flexible shielded cables, the shield is usually separated from the composite core structure. On the one hand, this is done in order to achieve a rounder braid form and, on the other hand, the friction of the core insulation sheath against the braided shield structure is prevented due to the separation of the cores and shield. This can be achieved with an internal jacket or a fleece taping which is wrapped around the composite core structure. The internal jacket is more sophisticated and is therefore more expensive to produce. Following the twisting process, the composite core structure must run through the extruder in which the internal jacket is then put on. In contrast to this method, the fleece tape can be put on between the twisting point and the reeling-up device during the twisting process and therefore does not require an own work operation.
Example 1: tested, tested, tested! Servo cable structure
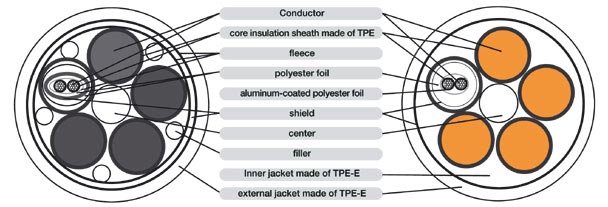

Sample B with fleece and filler experimental production 4x10+(2x1.0) C

Sample A with internal jacket igus® Chainflex® CF27.100.10.02.01.D
Comparison between the igus® solution with the gusset-filled internal jacket and the fleece version with fillers
Here, the servo cables are highly flexible motor connection cables with a complete copper shield and an integrated, shielded pair of control cores. This cable type was selected due to the fact that here the problematic case of an outof- round braid form due to the different core cross sections is a significant factor and that the various bending behaviors of the production methods are therefore emphasized.
Sample A: CF27.100.10.02.01.D (4x10 mm2 + (2x1,0 mm2) of igus® GmbH
Sample B: experimental (4x10 mm2 + (2x1,0 mm2)
Both cables are provided with identical nominal cross sections
and insulation materials. Cable A is equipped with an internal
jacket and cable B with a fleece taping and fillers.
The experimental production (sample B) already shows the
formation of a corkscrew after 145,000 double strokes. In
the case of a cable, the so-called corkscrew refers to a
wave-shaped deformation like the one that can be seen
in the following picture on sample B.
Whereas, in the case of cable A, the internal jacket fills up
the gussets and a round braid structure is created as a
result, cable B requires fillers in the gussets. Like the core,
the fillers also consist of filbrated polyethylene. They are
easy to compress and are therefore hardly capable of taking
over any supporting effects. Whereas the internal jacket,
which is made of TPE, and the cable A center, which
consists of cordage, hold the cores in a defined position,
the cores of cable B are able to move about uncontrolled.
During the bending process, a core has detached itself
from the composite braid structure and has been shifted
in the inner bending radius with respect to the center and
on the outer bending radius with respect to the jacket. This
results in corkscrew-type deformations that repeat themselves
periodically with the pitch length.

)
Assessment
Despite the extremely low bending factor of 4.76, no signs of wear can be detected in sample A (CF27.100.10.02.01.D) even after 5 million double strokes. Sample B, on the other hand, with its fillers and fleece taping succumbs to a corkscrew formation already after 145,000 double strokes. Accordingly, the result therefore justifies the extra expenditure of the cable with the gusset-filled internal jacket.

Sample A: CF27.100.10.02.01.D

Sample B: experimental production
More than 100,000 products available! Delivery and consultation Mon-Fri from 7am-8pm and Sat from 8am-12pm!